

This article was adapted from a presentation given at ASQ’s International Conference on Quality Standards on November 14, 2016
Your Supplier’s FMEAs Tell You More About Your Suppliers Than You Know
Introduction
A good Design FMEA is a point in time risk assessment of the adequacy of a company’s design methodology when applied to a specific product. Similarly, a good Process FMEA is a point in time risk assessment of the adequacy of a company’s manufacturing methodology in the production of a specific product. A thorough review of the design specs, requirements and controls in your supplier’s Design and Process FMEAs provide valuable insight into their ability to design and manufacture products.
Effective design and manufacture of products requires the successful accomplishment of several key tasks. Below are five of the most important.
- Proper definition of design requirements.
- Appropriate definition of the design specifications that determine whether the supplier meets the design requirements.
- Proper definition of methods used to verify the tolerances established for design specs are correct to meet the design requirements.
- Identification of the root causes of producing product that does not meet the tolerances defined for the design specs.
- Description of the methods used to eliminate or at least reduce the source out of spec product.
We will show you how to use your suppliers’ Design and Process FMEAs to learn whether they possess design and manufacturing procedures sufficient to accomplish these tasks. You can typically perform the assessment in fifteen minutes or less.
Key Task #1: Proper Definition of Design Requirements
The most common mistake suppliers make is designing a product to the wrong design requirements. Fortunately, the “Requirements” column of the Design FMEA captures all the design requirements the supplier is designing to. We can quickly assess whether the supplier has made this mistake. This column defines requirements important to you. Instead suppliers use it to list the design’s critical components and provide a generic requirement. The first column defines what their product does but does not define what you, the customer, want it to do.
Also it’s vital to ensure the supplier lists all types of requirements important to you. Suppliers often only document design requirements related to function. Does the “Requirements” column list all your sensory requirements? What about applicable regulatory requirements? These are important questions to ask. Make certain the supplier lists all of the design requirements important to you.
The third mistake suppliers make when documenting the requirements is incomplete definition. The FMEA must include limitations for external conditions that can affect the meeting of the design requirement. The following design requirement is incompletely defined for a door closing system that uses hydraulic fluid.
Improperly Defined Design Requirement without Conditions
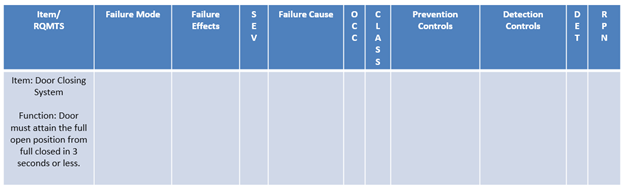
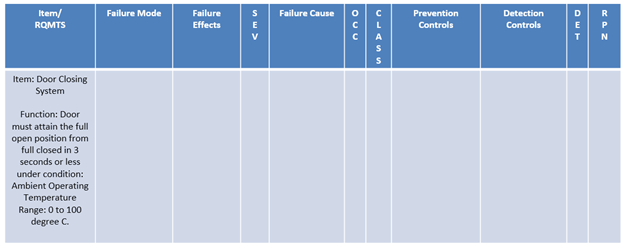
Hydraulic fluid viscosity can change significantly depending on temperature thereby impacting the products performance. A good requirement must define the operating temperature range before product design begins.
Properly Defined Design Requirement with Conditions
Finally, don’t forget the role the customer plays in proper definition of design requirements. Without the customer, suppliers cannot properly define all design requirements. Here are common mistakes customers make which cause poorly defined design requirements.
- Outsourcing the responsibility of the design of the product but not the design of the product.
- Specifying unverifiable requirements.
- Supplying the requirement’s verification test rather than defining the design requirement.
Key Task #2: Proper Definition of Design Specifications
Without a complete set of design specs with proper tolerances, it’s impossible to build a process to produce a product capable of meeting all design requirements. No two products built by the manufacturing line are alike. A well defined process specifies the allowable product variation to meet design requirements.
The “Potential Cause(s)/Mechanisms of Failure” column of the DFMEA captures the design specs which control whether the design requirement will be met. Well defined tolerances for design specs are the “root causes of product success”. The DFMEA should identify all design specs which control the product’s ability to meet the design requirement. Screw this up and you’ll significantly hinder the supplier’s ability to verify the specs listed have correct tolerances. We will cover the importance of identifying the design specs for design verification in the next section. You likely aren’t an expert in the design of the product you are buying. But you can determine whether the supplier has properly identified the controlling design specs.
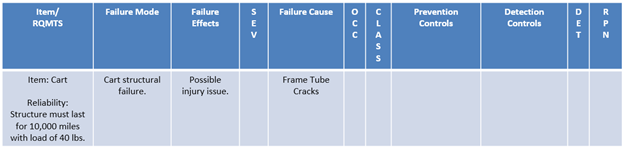
Suppliers often fail to document the design specs that control their products performance. They will use the “Potential Cause(s)/Mechanisms of Failure” column to list physical changes that can occur in their product (i.e. component breakage) or external influences (i.e. exposed to high temperatures) which cause the product to fail to meet a design requirement. Its not enough for the design group to tell manufacturing to produce a product whose components will not break or will meet design requirements when exposed to high temperatures. The supplier must provide the relevant design specs so there will be no component breakage and the product will function at high temps. If the supplier’s DFMEA doesn’t define these specs correctly, you can bet the products will fail.
“Mechanism of Failure” Entered as Design FMEA Failure Cause
Key Task #3: Proper Verification of Tolerances for Design Specs
The Prevention and Detection Columns of the DFMEA capture the methods used to verify tolerances for the design specs are properly set to meet the design requirements. Most suppliers (95%+) use design verification strategies that allow products with imprecise spec tolerances released to manufacturing and subsequent shipment. If your supplier has product failures that appear and disappear without identifiable cause, they probably botched Design Verification. Note these failures can occur during manufacturing inspection as well as in the field.
In many cases it’s easy to determine whether the supplier has adequate design verification. Inspect the “Cause(s)/Mechanisms of Failure” column of the DFMEA. Do you see any design specs? You can’t verify what you haven’t defined.
The previous section introduced the second clue of weak design verification. Check your supplier’s Design Verification. Make sure it identifies all design specs which affect the design requirement. For each test product assess the value of each of the product characteristics for which there are design specs. If these values are unknown, all you know after Design Verification is whether the product passed or failed but not why.
The final clue of inadequate design verification is the most obvious. You’ll often find entries in the “Prevention Controls” and “Detection Controls” column which have nothing to do with verification of design spec tolerances. “Shop Inspection”, “Supplier Certification” and “Preventative Maintenance” are not design verification methods.
Key Task #4: Identification of Root Causes of Producing Out of Specification Product
At many suppliers the most common root cause of producing out of spec product is the receiving door. Scan your supplier’s Process FMEA for actions related to receiving. Receiving actions provide clues to the supplier’s understanding of the impact of out of spec product and its impact on downstream operations. The PFMEA’s Detection Controls column shows when your supplier identifies out of spec product and how they control it. Your PFMEA should show the efforts made to push controls to the source when possible.
Improper storage and transportation of materials and components in the plant can also cause defects. Examine the Process FMEA to see if your supplier has implemented good prevention controls in these two areas.
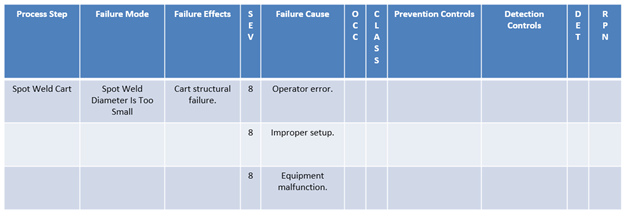
When examining actions in the PFMEA used to build the product, it’s critical the supplier identify root causes of defects. Bad PFMEAs list failure causes like “operator error”, “incorrect setup” or “equipment malfunction”. These are proof the supplier can’t identify sources of defects at a level of detail where they can be prevented.
Three Most Popular Incorrect Entries for Process FMEA Failure Causes
Key Task #5: Identification of Methods to Prevent the Root Causes of Defects
The supplier’s goal is to deliver consistent, within spec product. To succeed the supplier must put in place methods to prevent the root causes of defects. The “Prevention Controls” column of the Process FMEA captures this information. The “Detection Controls” column lists the controls used to contain defects when they occur. The definition of strong “Prevention Controls” starts with identifying the root causes of defects. If this step is not taken, it is impossible to define them. You can’t prevent generic causes like “operator error”, “incorrect setup” and “equipment malfunction”.
Is your supplier’s process quality management system prevention or detection based? Compare the number of unique “Prevention Controls” and “Detection Controls”. Unique “Prevention Controls” should outnumber unique “Detection Controls” by ten to one. Unfortunately, at most suppliers this ratio is reversed. This indicates the supplier is attempting to inspect quality in.
Conclusion
Most onsite supplier quality audits track compliance of a supplier’s quality management with requirements defined by a quality standard. Unfortunately, these audits don’t audit the quality of the output of the quality system. How many ISO certified suppliers do you have that make you question how they ever got ISO certified?
Design and Process FMEAs provide valuable insight about the strength of your suppliers’ design and manufacturing systems. And you can perform this evaluation in less than 15 minutes.
Finally, if you are a supplier to a company you should review the contents of your own FMEAs. Can your FMEAs survive the same scrutiny? Give us a call at (248) 374-1718. We’ve helped companies bring products to market faster at lower cost with higher quality since 1987.
About The Author

Richard Harpster
Richard Harpster is president of Harpco Systems, which he founded in 1987. Harpco Systems specializes in providing software, training, and consulting for risked-based product lifecycle management (RBPLM®). During the past 30 years, Harpster has helped hundreds of companies implement improved risk-based design and manufacturing systems in a wide variety of industries. He is a recognized expert in the application of FMEAs and has invented several new concepts, including the linking of design FMEAs to process FMEAs in 1990, which became an automotive industry standard 18 years later. His latest inventions in the field of RBPLM® include Requirements Risk Assessment (RRA®), Usage Risk Assessment (URA™), Multiple Integrated Cause Analysis (MICA™) and Rapid Integrated Problem Solving (RIPS®). He has published several papers on the topic of RBPLM®.“Harpco breaks down the barriers and corrects the pitfalls so companies can reap the full benefits of FMEA. Classroom training not only properly teaches FMEA, but participants actually build their business’s FMEA as they go and are often blown away by how much work got accomplished. Harpco Systems has become known as the Modern FMEA for a reason. Its structured, simplified and sustainable.”
 Chris Follis, Regal Beloit Director of Quality
Chris Follis, Regal Beloit Director of Quality“We used QPlus to achieve Q1 and ISO 16949 successfully at the Ford Motor Co. Monroe BAO Plant. The software promoted linked documentation that prevented issues at internal and external audits. Assured the quality documents at the operations production level had all relevant and concurrent information that was reviewed in the program files. QPlus allowed the program members to create a baseline “Hot End Exhaust” database that produced linked documentation from the DFMEA to the production visual aids the operators used to perform correctly.”
 Chris Norton, Ford Engineering Manager
Chris Norton, Ford Engineering Manager“Harpco’s training is first rate and helps develop new ways of thinking about the importance of creating proper specifications early. Separately, I’ve seen firsthand the effectiveness of using their approach in problem solving, helping to advance problems that had reached a stall using traditional methods.”
 Todd Gross, VP of Global Quality
Todd Gross, VP of Global Quality“We were very fortunate to work with Rich Harpster and his team as we improved our DFMEA process at Calsonic. There is no better teacher, coach, implementer than Rich when it comes to creating a knowledge base for engineers to use in creating part specs to assure that products meet the customer’s requirements. Rich teaches the basics, then he accelerates the FMEA process so that requirements and specs are related in a database that can be continually updated.”
 Marv Beasley, Calsonic Director of Engineering
Marv Beasley, Calsonic Director of Engineering“I would like to thank Harpco Systems for the help, advice and frankly the education in how to design, develop, source and manufacture new to world products.”